
Sveisebue
Den frittbrennende sveisebuen dannes ved en elektrisk gassutladning, for det meste under vanlig lufttrykk . Fra et fysisk synspunkt er det et plasma - en blanding av partikler som består av metalldamp fra elektrodene, nøytrale gassatomer, ioner og elektroner. Buesøylen har en temperatur mellom 4.000 og 16.000 Kelvin . Dette gjør lysbuen egnet som et teknisk verktøy for å produsere sveisede skjøter ved hjelp av et stort antall forskjellige sveiseprosesser .
Sveisebuen brenner med strøm fra noen få ampere til noen kiloampere med en spenning på 8 til 60 volt mellom en negativpolarisert katode og en anode .
Fysiske grunnleggende
Plasma tilstand
En gassblanding i plasma-tilstand er i en spesiell (fjerde) fysisk tilstand av materie ved høye temperaturer. Når temperaturen stiger, passerer all materie gjennom de tre kjente tilstandene for aggregering (fast, flytende og gassformig) for å endre seg til den ledende plasmatilstand når temperaturen stiger ytterligere. De nøytrale atomene brytes ned til elektroner og positive ioner.
Sveisebuen som energikilde

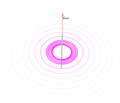
Temperaturfelt til en TIG-sveisebue ifølge Wendelstorf

Potensiell fordeling av TIG-buer i en beskyttende gassatmosfære av argon og helium ifølge sitert i
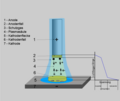
Bueoppbygging og spenningsfall over buen (skjematisk)

Transportør av bueutladning i henhold til sitert i

Varmeledningsevne av plasma i forskjellige gasser





Sveisebuen omdanner elektrisk energi til termisk energi . Den elektriske energien kommer fra produktet av lysstrømmen , lysbuespenningen og sveisetiden , hvorved buespenningen består av spenningsfallet ved anoden , katoden og lysbuesøylen :







- .

Den største delen av energiomsetningen kommer fra anode- og katodefallområdene. Mindre enn 1/3 av den totale energien genereres i lysbuesøylen. Omfanget av katode- og anodefallområdene er ubetydelig liten sammenlignet med lengden på buesøylen.
Arcing prosesser
For at en lysbue skal brenne, må elektroner unnslippe fra katoden ved termisk utslipp (ved høy katodetemperatur), feltemisjon (ved lav katodetemperatur) eller termisk feltutslipp som en blandet form av elektronemisjon i katodedråpeområdet. Der akselereres de av det elektriske feltet og forårsaker termisk ionisering av den opprinnelig nøytrale gassen. Dette frigjør flere elektroner og skaper positive ioner som vandrer mot katoden. Den større mengden elektroner forårsaker ytterligere ionisering av nøytrale gassatomer ved kollisjon foran og i lysbuesøylen, mengden elektroner fortsetter å øke, ioniserte gassatomer migrerer til katoden, elektronene til anoden. Samtidig kombineres noen av ionene med elektroner for å danne nøytrale atomer ( rekombinasjon ). Denne prosessen fortsetter også i anodefallområdet. Siden elektronene har mye høyere mobilitet enn de positive ionene, blir ladetransporten nesten utelukket overtatt av elektronene. Strømmen som strømmer gjennom plasmaet forårsaker et magnetfelt som samler buen ( klemeffekt ), som akselererer plasmastrømmen og forbedrer koblingen av varme til arbeidsstykket.
Buekarakteristikk

Målbart spenningsfall under MIG / MAG-sveising
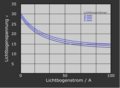
Teoretiske bueegenskaper for TIG-buer med forskjellige buelengder i henhold til Goldmann sitert i

Bueegenskaper for MAG-sveising i henhold til modellen EN 60974-1 og



Med en konstant buelengde, endres spenningsfallet over buen når lysbuen øker. Dette funksjonelle forholdet mellom spenning og strøm kalles lysbuekarakteristikken (se også strømspenningskarakteristikken ). I tillegg til buelengden og sammensetningen av plasmaet, avhenger sveisespenningen av elektrodegeometrien og materialets sammensetning av elektrodene.
Ikke-forbrukselektrode
For lysbuen under TIG-sveising i argon er følgende funksjonelle forhold gitt, som er eksperimentelt bekreftet i området med høyere strømmer:

med som buelengde.

Forbrukselektrode
Den konstante overføringen av materiale gjør det vanskelig å bestemme en statisk lysbueegenskap, men det kan gjøres ved å måle strøm og spenning og samtidig sakte bevegelse. Ved måling av spenning i et teknisk miljø (f.eks. MIG- eller MAG-sveising), må det tas i betraktning at i tillegg til spenningsfallet over buen, spenningsfallet over den såkalte frie ledningslengden , over kontaktrøret og f.eks. T. måles også over arbeidsstykket :



- .

Det funksjonelle forholdet mellom sveisespenningen og sveisestrømmen kan beskrives som en modell for sveising under CO 2 ved å bruke følgende funksjon:
- .

Standard EN 60974-1: 2012 spesifiserer standardiserte lysbueegenskaper for de forskjellige buesveiseprosessene; følgende modell brukes til gassskjermet metallbuesveising med konstant spenning:
- .

(Modellen brukes til å bestemme arbeidsområdet til en strømkilde.)
Buetyper

Typer sveisebuer iht

Buetyper i henhold til Linde


For sveising skilles det mellom forskjellige typer buer, avhengig av sveiseprosessen og de tekniske og fysiske forholdene som er involvert, og det viktigste skillet er om elektrodene smelter eller ikke. Kjennetegn er også typen strøm ( likestrøm eller vekselstrøm ) eller typen og sammensetningen av beskyttelsesgassen der lysbuen brenner.
Smelteelektroder smelter under den termiske effekten av buen, hvorved det flytende elektrodematerialet kombineres med det smeltede basismaterialet og danner det sveisede leddet. Ikke-smeltende elektroder brukes bare til å lage en lysbue for bruk som sveisevarmekilde. DC-buer brenner med konstant polaritet. Når det gjelder vekselstrømbuer, endres polariteten til elektrodene kontinuerlig med strømfrekvensen eller med en annen generert frekvens.
Typer av buer ved sveising med en ikke-forbrukselektrode
TIG-buen
Tenning av buen
En bue mellom den ikke-smeltende wolframelektroden og arbeidsstykket kan antennes uten kontakt av gnistutladning . Høyspenningen til en høyspenningskilde mellom elektrodene skaper en ioniserende gnistkanal i den omkringliggende nøytrale gassen som buen kan bygge seg gjennom. Etter at den ioniserte kanalen er etablert, må sveisestrømkilden levere den nødvendige energien til lysbuen med tilstrekkelig hastighet til å antenne en lysbue. Det avhenger av spenningskildens åpne krets og kretsinduktans. Under argon kreves en spenning på 1,2 til 3 kV for å antenne en lysbue med et elektrodespalte på 1 til 3 mm.
TIG-buen kan også antennes ved å berøre elektrodene og dermed ved termisk utslipp. Dette har imidlertid tekniske ulemper, for eksempel skade på og forurensning av wolframelektroden. En variant av denne typen tenning er heisbue-tenningen, der tenningen foregår med lav strøm, som økes til den nødvendige styrke etter tenningen av buen.
Brenning av likestrømbuen
Den antente lysbuen brenner i jevn tilstand med konstant buelengde og under de samme omgivelsesforholdene med konstante strømspenningsverdier. I reell drift kan det imidlertid vise uregelmessigheter som utløses av plutselige forskyvninger av bueaksen som et resultat av migrasjonen av katodepunktet. Katodepunktet beveger seg til områdene med større konsentrasjon av innebygde oksider (thorium, lanthanum, zirkonium, cerium). Disse sintres i wolframelektrodematerialet for å redusere elektronenes arbeidsfunksjon og derved muliggjøre høyere elektronutslipp og bedre antennelsesegenskaper. Effekten av migrasjonen av katodens fokuspunkt oppstår spesielt med høy strømbelastning.
AC-lysbuen brenner

Temporal progresjon av åpen kretsspenning, lysbuespenning og strøm i TIG AC sveising

Dynamisk lysbueegenskap for TIG aluminiumsveising iht


TIG-vekselstrømbuen endrer polariteten når polariteten til sveisestrømkilden endres. Den slukker når strømmen faller under et minimum, hvorved den ledende strømkanalen avkjøles og ioniseringen synker raskt. Den tidskonstant som konduktansen av gassøylen avtar kalles den termiske tidskonstant (τ). Konduktansen ( ) til den kontinuerlig brennende lysbuesøylen avhenger av den lagrede termiske energien ( ) til buesøylen og lysbueeffekten ( ). I jevn tilstand kompenserer den elektriske strømmen ( ) for varmetapene ( ). Hvis den tilførte energien brytes ned, forfaller konduktansen med den termiske tidskonstanten τ, som Mayr (sitert i) beskriver en modell for:




- .

Gjentenningen må skje innen tidsvinduet gitt av τ. Sveisekraftkildens dynamiske egenskaper er avgjørende for dette, dvs. H. på evnen til å levere høy energi på kort tid etter at strømmen har passert null. Den oppvarmede wolframelektroden støtter gjenantennelse ved å sende ut termiske elektroner hvis den er polarisert som en katode. Hvis arbeidsstykkesiden (f.eks. Laget av aluminium) er polarisert som katoden, er elektronutslippet veldig lavt. Gjentenning er vanskelig. En spenningsspiss oppstår under lysbuen. Buespenningen etter gjentenning er høyere enn med omvendt polaritet, siden sveisebassens termiske utslipp er lavere, noe som fører til en resulterende likestrømskomponent i spenningen. En asymmetrisk dynamisk UI-egenskap blir opprettet.
Typer av buer ved sveising med en forbrukselektrode
MIG / MAG-buen

Tenning av en lysbue under MIG / MAG-sveising (skjematisk)

Materielloverføring i kort bue

Bue- og materialoverføring i pulserende buer

Bue og materialoverføring i spraybuen




Ledningen smeltes av lysbuen på forskjellige måter, avhengig av prosessvarianten og innstilte sveiseparametere. Formen på materialovergangen i MIG / MAG-sveising endres med økende sveisestrømstyrke og spenning. Disse smelter jevnt inn i hverandre, grensene er uskarpe. Når buespenningen stiger, øker fallvolumet og materialovergangen blir kortslutningsfri. Hvis buelengden er for lang, vil lysbuen bryte etter materialoverføringen. Antall dråper øker når strømstyrken øker. Samtidig synker volumet.
Tenner lysbuen
Buen for sveising med en forbrukselektrode antennes ved å berøre elektroden kort med arbeidsstykket. Den relativt høye kortslutningsstrømmen smelter og fordamper kortslutningsbroen. Metaldampen har høyt lokalt trykk og høy tetthet, noe som betyr at termisk ionisering kan utløses av den påførte spenningen. En lysbue kan antennes. Avhengig av størrelsen på kontaktområdet og nivået på kortslutningsstrømmen, kan lysbuen oppstå umiddelbart eller bare etter at prosessen har blitt gjentatt flere ganger. Høy tomgangsspenning, høy kortslutningsstrøm, rask strømstigning og et lite kontaktområde muliggjør umiddelbar lysbuentenning.
Brenning av kortbuen
Buelengden endres syklisk. Dette er forbundet med skift i driftspunktet for sveisestrømmen og sveisespenningen. I fasen med dråpeavløsning, når dråpen nærmer seg smelten, reduseres lysbuespenningen til dråpen passerer inn i smeltebassenget. En kortslutning oppstår, strømmen øker i henhold til sveisekretsens induktivitet opp til den maksimale kortslutningsstrømmen. Hastigheten for økning i strømmen til strømkilden bestemmer i stor grad typen dråpeavløsning. Etter at lysbuen er antent, øker spenningen kraftig. Sveisestrømmen faller igjen og justerer seg i henhold til posisjonen til lysbueoperasjonspunktet på strømkildekarakteristikken. Forløpet av den øyeblikkelige sveisestrømmen bestemmes i hovedsak av de dynamiske egenskapene til sveisekraftkilden. I moderne sveisekraftkilder genereres disse egenskapene spesielt gjennom kontroll og regulering . Under fallkortslutningen kollapser den målbare spenningen ikke helt, siden den oppvarmede ledningslengden har en klar, dynamisk skiftende motstand.
Brenning av den pulserende buen
Ved sveising med pulserende lysbue blir en basisspenning jevnlig lagt på en økt pulsspenning, hvorved en grunnstrøm og en pulserende strøm veksler med en gitt frekvens og pulstid. I løpet av den grunnleggende strømfasen brenner lysbuen med lav effekt, fyllmaterialet smeltes, og sveisebassenget holdes flytende. I løpet av impulsfasen dannes en stor dråpe, som løsnes av den voksende magnetiske innsnevringen ( klypeeffekt ). Avhengig av ledningsdiameter og elektrodemateriale, må innstillingsverdiene velges slik at en dråpe løsnes med hver strømpuls.
Pulssveising har blitt allment akseptert i dag på grunn av forskjellige fordeler for sveising av tynnere ark. Varmetilførselen kan reduseres og kontrolleres, tynne ark kan sveises med tykkere ledninger, avsetningshastigheten er høyere, og sprut kan reduseres kraftig. Når du sveiser tynt metall, er det spesielt viktig å bringe så lite varme som mulig inn i komponenten for å redusere varmeforvrengning. Av denne grunn har forskjellige produsenter av sveisekraftkilder utviklet prosesser for å redusere sveisekraften samtidig som de holder samme avsetningshastighet og for å holde sprutdannelsen lav ved å bruke spesielle pulsformer og kontrollere trådmatingen.
Brenner spraybuen
Spraybuen brenner kontinuerlig uten å forstyrre kortslutningen. Materialoverføringen fra ledningselektroden til sveisebassenget er fine dråper. En relativt stor mengde termisk energi føres inn i sveisemetallet, og derfor er den varmepåvirkede sonen og dermed også arbeidsstykkets forvrengning større enn med en kort lysbue. Denne buetypen brukes til å sveise tykkere ark.
Interaksjon mellom spenningskilde og lysbue
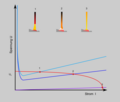
Arbeidspunkt for kort buesveising som skjæringspunktet mellom lysbuekarakteristikken og den statiske UI-karakteristikken til spenningskilden
Driftspunkter i TIG-sveising med en "fallende" UI-karakteristikk for spenningskilden
Skjema for intern regulering for sveising av inert gass



For å generere en lysbue kreves en spenningskilde (teknisk: sveisestrømkilde) med passende effekt og UI-karakteristikk . Et driftspunkt for strømspenning etableres avhengig av lysbue- og spenningskildekarakteristikkene.
Ikke-forbrukselektrode
Ved sveising med elektroder som ikke smelter bort ( TIG-sveising ), er målet å holde sveisestrømmen så konstant som mulig, selv når lysbuelengden endres på grunn av endringer i elektrodespissens avstand eller på grunn av magnetiske påvirkninger. Dette oppnås ved såkalte "fallende" UI-egenskaper til spenningskilden.
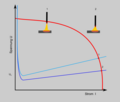
Forbrukselektrode (MIG / MAG-sveising)
Når du sveiser med en forbrukselektrode, endrer arbeidspunktet stadig sin posisjon. Årsakene til dette er endringen i lysbue og kortslutning under dråpeoverføringen til sveisebassenget i tilfelle en kort lysbue eller den systematisk genererte strømendringen ved pulsveising. Avbøyningen av buen med magnetfelt og bevegelsen av buefestepunktene på anoden og katoden fører også til forskyvninger i operasjonspunktet. For at sveiseprosessen skal opprettholdes, må det i gjennomsnitt etableres en balanse mellom mengden smeltet tråd og trådmatingshastigheten over tid. Den dynamiske forskyvningen av driftspunktet må ikke hindre den kontinuerlige sømdannelsen. Hver gang buen forstyrres, må likevektstilstanden gjenopprettes, som deretter blir referert til som en stabil lysbue.
Ved gassskjermet metallbuesveising brukes strømkilder med en tilnærmet konstant spenning over større strømområder. Dette gjør at prosessen kan stabilisere seg gjennom “intern regulering”. Hvis smeltehastigheten er lavere enn tilførselshastigheten til trådmatingen, nærmer enden av ledningen overflaten av sveisebassenget, buen blir kortere og strømstyrken øker. Smeltehastigheten øker som et resultat og overstiger transporthastigheten. Buen blir lengre og strømmen synker igjen. Denne prosessen regulerer buelengden og sørger for balansen mellom smelting og trådfremføringshastighet. Den beskrevne effekten har til følge at sveisestrømintensiteten stilles inn ved å velge trådmatingshastighet.
For sveising med tykkere ledninger (> 2,5 til 3 mm) som med nedsenket lysbuesveising brukes strømkilder med fallende UI-karakteristikk fordi den "interne" kontrollen for å stabilisere lysbuen ikke er rask nok. Her endres trådmatingshastigheten via en "ekstern" kontroll for å sikre avsmeltningsvekt. En høyere lysbuespenning resulterer i en høyere hastighet på matemotoren, noe som betyr at mer ledning mates inn med en lang lysbue til ønsket buelengde nås igjen.
Selv i manuell metallbuesveising brukes strømkilder med fallende UI-karakteristikklinje for å sikre tilnærmet strøm Konstanz.
Dynamisk bueoppførsel

Dynamiske egenskaper ved en kort bue

Dynamiske egenskaper ved en pulserende lysbue


De dynamiske egenskapene og kontrollen til den respektive strømkilden og lysforbrenningens betingelser kan leses av i dynamiske lysegenskaper. Ved sveising med kortslutning (materialoverføring med kortslutningsdannelse) veksler kortslutningsfaser med brennende faser. Buelengden endres syklisk. Dette er forbundet med skift i driftspunktet for sveisestrømmen og sveisespenningen. I fasen med dråpeavløsning, faller buespenningen til dråpen danner en kortslutning og strømmen stiger til den maksimale kortslutningsstrømmen. Kortslutningsbroen går i stykker når metallfallet løsner. Når broen mellom elektroden og arbeidsstykket rives opp, stiger spenningen veldig raskt, da det er et økt spenningskrav for å tenne lysbuen. Begynnelsesfallet i strømmen er veldig sakte på grunn av induktansene i sveisekretsen. Gjentenningen skjer med relativt høy elektrisk kraft. En del av væskebroen kan fordampe eksplosivt, og sprut oppstår hvis økningen i strøm ikke har blitt redusert med en tilstrekkelig kvelningseffekt i kretsen. Imidlertid, hvis hastigheten på økningen i strømmen er for lav, kan dråpeoppløsningen hindres og prosessen blir ustabil.
Ved sveising med en pulserende lysbue, blir en økt pulsspenning jevnlig lagt over på en basisspenning. Basestrøm og pulsstrøm alternerer kontinuerlig.
Jo mindre spredningen av de dynamiske egenskapene er, desto mer stabil er bueprosessen.
Eksterne påvirkninger på buen
Spenningen til buesøylen avhenger av sammensetningen av plasmaet og temperaturfordelingen, samt av fordelingen av strømmen i kolonnen. Gassegenskapene (som ioniseringsenergi , varmeledningsevne , tetthet , grad av ionisering , ledningsevne til lysbuesøylen) påvirker temperaturfordelingen i buen (se Eggert-Saha-ligning ).
Gasser
Fysiske gassegenskaper påvirker de tekniske sveiseegenskapene via lysbueegenskapene som materialovergang, fuktingsadferd, penetrasjonsdybde og form, sveisehastighet og tenningsadferd. Gasser med lav ioniseringsenergi (f.eks. Argon) gjør det lettere å antenne og stabilisere lysbuen sammenlignet med gasser med høy ioniseringsenergi (f.eks. Helium). Den målrettede dopingen av inerte gasser med kjemisk aktive komponenter som CO 2 eller O 2 i vpm-området resulterer i buestabilisering som kan forbedre sveiseresultatet. Dissosiasjonsenergien til polyatomiske komponenter i gassen øker varmetilførselen til grunnmaterialet under sveising på grunn av energien som frigjøres under rekombinasjonen.
Beskyttelsesgassens termiske ledningsevne påvirker sveisebassens temperatur og dermed utslipp av gasser fra sveisebassenget og formen på sømmen. Den oppnåelige sveisehastigheten bestemmes også av gassegenskapene.
Magnetfelt

Magnetfelt av en bevegelig ladning i en lysbue
Magnetfelt rundt en strømførende leder


Buen består av bevegelige ladebærere som lager et elektrisk felt. I henhold til lovene om elektrodynamikk (se også), genererer et elektrisk felt som endrer seg når det gjelder plassering og tid et magnetfelt som endrer seg i sted og tid. For en enkelt bevegelig ladebærer med en hastighet er det en vektor av magnetfeltstyrken på avstanden :




![\ overrightarrow {H} = {\ frac {ev_ {e}} {4 \ pi r ^ {{2}}}} [{\ textstyle \ overrightarrow {r}} _ {{0, e}} \ times {\ tekststil \ overrightarrow {v}} _ {{0, e}}]](https://wikimedia.org/api/rest_v1/media/math/render/svg/dacae91a4ffbb12429cdd6103442734b78f77efe)
med som vektorprodukt av de respektive enhetsvektorene.
![[{\ textstyle \ overrightarrow {r}} _ {{0, e}} \ times {\ textstyle \ overrightarrow {v}} _ {{0, e}}]](https://wikimedia.org/api/rest_v1/media/math/render/svg/ea744c6a9cdc6a344e2d5f7a8560256d8cf65071)
Summen av alle bevegelige ladebærere i buen skaper et magnetfelt konsentrisk rundt buen. Så lenge ladebærertettheten er jevnt fordelt radialt rundt bueaksen og det omkringliggende materialet er homogent fordelt, kan lysbuen brenne i en rett linje mellom anode og katode. Forstyrrelser i materialfordelingen i nærheten av buen, inhomogeniteter i gassammensetningen, ensidig kjøling av buen utenfra eller endringer i strømbanen fører til uønskede avbøyninger av buen, til den såkalte blåseeffekten med forstyrrelser i sveiseprosessen.
Diagnostisk informasjon fra sveisebuen

Sveisestrøm for en MAG-bue med tetthetsfordeling av signalsegmenter

Spektre av to TIG-buer med 130 A og 90 A i argon som beskyttelsesgass

Spektre av to argonbuer av forskjellige lengder og med forskjellige sveisestrømmer. En lengre buelengde, selv med økende strømstyrke, fører til en lavere intensitet av individuelle spektrallinjer, siden ladebærertettheten avtar. (til)

Strålingstettheter over bølgelengden for valgte temperaturer i henhold til Plancks lov om stråling
Temperaturfunksjon for bølgelengdene 440/740 nm iht





Elektriske mengder
Energiomdannelsen til lysbuen er betydelig påvirket av de elektriske parametrene til lysbuen og spenningen. Ved MIG / MAG-sveising har signalene karakteristiske kurver avhengig av buetypen. Hvis disse signalene måles digitalt, kan frekvensfordelinger dannes over spesifiserte tidsvinduer, hvis parametere er tilstrekkelig representert av signalene. I lang tid har histogrammet, som et estimat på frekvenstettheten, utviklet seg til et beskrivende verktøy for dynamisk lysbueoppførsel under sveising.
Lysutslipp
Atomer og molekyler i buen eksisterer i status som karakteristisk diskret energiinnhold. Energistatusen endres etter absorpsjon eller frigjøring av energi i spesifikke energimengder. Energiutslipp oppstår som en elektromagnetisk bølge når energistatusen endres fra et høyere nivå til et lavere:

Med
- Plancks handlingskvantum Plancks handlingskvantum
- Frekvens
- Lysets hastighet
- Bølgelengde.




Buer avgir lys når spente atomer faller tilbake til et lavere energinivå. Siden eksiterte atomer av forskjellige elementer er til stede i sveisebuen, resulterer linjespektre av de involverte elementene avhengig av buetemperaturen og partikkeltettheten. Viktige parametere for buen, som buelengde, buetemperatur og buestabilitet, kan bestemmes ut fra et spektrum. I tillegg til linjespekteret skaper interaksjonen mellom elektroner og ioner kontinuerlig stråling, hvis andel øker når plasmatemperaturen stiger.
Forutsatt at en bues plasma er i lokal elektrodynamisk likevekt, kan buetemperaturen beregnes ut fra elektrontemperaturen. Sistnevnte kan bestemmes ved hjelp av målte relative intensiteter av individuelle spektrallinjer.
I tillegg til strålingen fra lysbuesøylen, har elektromagnetisk stråling fra området rundt buen andre kilder, for eksempel festepunktene på elektrodene, det oppvarmede dråpematerialet, det varme tilleggsmaterialet og sveisebassenget, som avgir en kontinuerlig lysspektrum, hvor lysintensiteten i det vesentlige er av buesøylen (inkludert buelengden) bestemmes.
Et integrert syn på det utsendte lyset over et større spektralområde kan også gi viktig informasjon. Argonstråling har en sentral bølgelengde på 750 nm (fra 550 til 850 nm) og metalldampstråling (hovedsakelig jern) har to klynger rundt 420 nm og 520 nm. Hvis spektralselektive fotodioder brukes, er komponentene fra de enkelte strålingskildene og komponentene. lysbuen kan filtreres. På denne måten kan pulsveiseprosessen styres spektralt. Ved hjelp av to spektralfølsomme fotodioder brytes plasmalyset spektralt ned. Lysintensiteten fra metallionene registreres av en blå / ultrafiolett fotodiode og den for beskyttelsesgassen argon registreres av en rød / infrarød fotodiode. Forskjellen mellom intensiteten til de to kanalene beregnes og et utkoblingssignal for pulsen når en forhåndsinnstilt plasmatemperatur oppnås oppnås fra dette. Den Planchsche stråling lov :

gir forholdet mellom den utsendte energien som en funksjon av lysets bølgelengde og temperaturen. Ved gitte temperaturer oppstår spesifikke strålingstettheter over bølgelengden. Fra dette kan plasmatemperaturen estimeres hvis informasjon er tilgjengelig om to utslippsverdier med forskjellige bølgelengder, gitt av to fotodioder med forskjellig spektral følsomhet (i dioder med et følsomhetsmaksimum på 440 nm og 740 nm brukes). Forutsatt at begge bølgelengder er kvotienten til de to intensitetene spesifikk for plasmatemperaturen:
- .


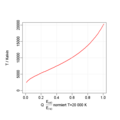
Hvis kvotienten til strålingstettheten beregnes over alle temperaturer, er resultatet en monotont økende funksjon:
- .

Lydutslipp

Utdrag fra strøm- og spenningssignalet til en MAG kortbuesveising, lydsignalet og det beregnede signalet fra strøm- og spenningssignalet

Sammenligning av det målte og beregnede lydsignalet


I tillegg til det optiske bildet av sveisebassenget og fyllmaterialet, gir lysbuen lydbuesveiseren viktig informasjon om proseskvaliteten, dvs. H. typen dråpeoverføring, dens stabilitet og dermed den forventede kvaliteten på det sveisede leddet. Lydtrykket og lydfrekvensen avhenger av den elektriske energien i buen og typen materialovergang. Forholdet kan beskrives som følger:
- Med
- Lydsignal
- Spenningssignal
- Gjeldende signal




Faktoren k avhenger blant annet av lydhastigheten og den adiabatiske ekspansjonskoeffisienten til luft. Forholdet beskrevet ble avledet fra målinger på elektriske lysbueovner. Den kvalitative beskrivelsen kan overføres til sveisebuer. Lyden genereres av den vibrerende buesøylen, ikke av anode- og katodefallområdene. MIG / MAG-sveiseprosessen er preget av vekslende buesykluser med lysbueantennelse og svie og påfølgende dråpeoverføring. Disse syklusene kan gjenkjennes tydelig både i de elektriske signalene og i lydsignalet. Buetenningen forårsaker en høy akustisk toppverdi og fallkortslutningen forårsaker en lavere verdi i begge signalene, hvorved den akustiske hendelsen oppstår forsinket etter den elektriske, men er kvalitativt den samme.
legitimasjon
- ↑ a b c d e f g h i j k l M. Schellhase: Sveisebuen som et teknologisk verktøy. Verlag Technik, Berlin 1985, ISBN 3-87155-100-7 .
- ↑ a b G. Fußmann: Introduksjon til plasmafysikk. ( Memento av den opprinnelige fra 18 februar 2016 i Internet Archive ) Omtale: The arkivet koblingen ble satt inn automatisk og har ennå ikke blitt sjekket. Kontroller originalen og arkivlenken i henhold til instruksjonene, og fjern deretter denne meldingen. Forelesningsnotater. HU Berlin, 2001.
- ^ J. Wendelstorf: Ab initio modellering av termisk plasmagassutslipp (elektriske buer). Avhandling . TU Braunschweig, 2000.
- ↑ Ю.К. Топчий, В.П Каменев: Установка для определения Сварочное производство, Москва 1974, №1, c. 51-52. (Ju. K. Topci, VP Kamenev: Enhet for å bestemme potensialfordelingen i lysbuen på en ikke-forbrukselektrode. Savr. Proizvod., Moskva 1974, 1, s. 51-52).
- ↑ G. Hertz, R. Rompe: Innføring i plasmafysikk og dens tekniske anvendelse. Akademieverlag, Berlin 1968, DNB 451073819 .
- ↑ A. Hübner: Undersøkelser påvirkning og effekter av nitrogen additiver i beskyttelsesgass på den varme sprekk oppførselen av utvalgte nikkelbaserte materialer som er følsomme for varmsprekker. Avhandling. Universitetet i Magdeburg, 2005, DNB 979123410 .
- ^ A b K. Goldman: Elektriske buer i argon: Volt-Amp og Volt-Arc Gap-egenskaper. I: Physics of the Welding Arc. London 1966, s. 17-22.
- ↑ a b В.Р. Верченко: Статические характеристики дуги при сварке плавящимся электродом в среде защитных газоваитных. Автоматическая сварка, 8 - (1958), C. 5-7 (VR Vercenko: Statiske egenskaper ved lysbuen ved sveising med en forbrukselektrode under beskyttelsesgass. Avt. Svarka, 1958, s. 5-7).
- ↑ YuMing Zhang: Sveiseprosessovervåking i sanntid. Woodhead Publishing, 2008, ISBN 978-1-84569-268-1 .
- ↑ EN 60974-1: 2012 Buesveiseutstyr - Del 1: Sveisestrømkilder .
- ↑ PanGas: Sveising kobles sammen - sveising, skjæring og skjerming av gasser. Informasjonsark 099.7305.2012-11.V2.3000.UD ( Memento av den opprinnelige fra 06.10.2014 i Internet Archive ) Omtale: The arkivet koblingen ble satt inn automatisk og har ennå ikke blitt sjekket. Kontroller originalen og arkivlenken i henhold til instruksjonene, og fjern deretter denne meldingen. .
- ↑ O. Mayr: Bidrag til teorien om den statiske og dynamiske buen. I: Arkiv for elektroteknikk. 37 (1943), nr. 12, s. 588-608.
- ↑ S. Berger: Modell for beregning av den dynamiske elektriske oppførselen til raskt langstrakte buer. Avhandling. ETH Zürich, 2010.
- ↑ DIN 1910-100: 2008-02: Sveising og relaterte prosesser - Betingelser - Del 100 : Metallsveiseprosesser med tillegg til DIN EN 14610: 2005.
- ↑ M. Schellhase, 1965, s. 36.
- ↑ Linde-beskyttelsesgassene for sveising. Salgsdokument A402 fra Linde Gas GmbH, 2006.
- ↑ M. Bäker: Maxwell-ligningene (nesten) uten formler. Blogg Dragons bor her .
- ^ W. Westphal: Fysikk. Springer, 1963, s. 249.
- ↑ Daniel Flávio Vidal Bebiano: Monitoração e localização de defeitos na tig Soldagem utilizando Técnicas de espectrometria. Avhandling. Universidade de Brasília, 2008, (overvåking og feilsøking av TIG-sveising ved bruk av spektrometriske teknikker).
- ↑ Pengjiu Li, Yuming Zhang: Robust Sensing of Arc Lengde. I: IEEE Transaksjoner på instrumentering og måling. 3, 2001, s. 697-740.
- ↑ a b c d e G. Heinz, H. Schöpp, L. Dorn: Optimalisering av energitilførselen til pulserende lysbuesammenføyningsprosesser ved hjelp av spektralfølsomme sensorer. ( Memento av den opprinnelige fra 03.11.2014 i Internet Archive ) Omtale: The arkivet koblingen ble satt inn automatisk og har ennå ikke blitt sjekket. Kontroller originalen og arkivlenken i henhold til instruksjonene, og fjern deretter denne meldingen. Sluttrapport IGF 14.607, GFaI e. V., INP Greifswald, Technical University Berlin, 2008.
- Er F. Erdmann-Jesnitzer, D. Rehfeldt: Metode og innretning for å overvåke sveiseprosessen i elektriske sveiseprosesser, spesielt lysbue- og elektroslagssveiseprosesser. Patent fra det sveitsiske konføderasjonen 507769, 1971.
- ↑ Daniel Flávio Vidal Bebiano, Fernand Díaz Franco: SIKKERHETSSVISNINGSFEL OVERVÅKNING MED SPEKTROMETRI. I: ABCM Symposium Series in Mechatronics. Volum 3, s. 784-792.
- ↑ MS Węglowski: Undersøkelse av lysbue for lysbuer i GTA-sveising. I: Journal of Achievements in Materials and Manufacturing Engineering. Utgave 1-2, 2007, s. 519-522.
- ↑ a b c E. H. Cayo, SC Absi Alfaro: Et ikke-påtrengende GMA-sveiseprosesskvalitetsovervåkningssystem ved bruk av akustisk sensing. I: Sensorer. Utgave 9, 2009, s. 7150-7166.
- ↑ EH Cayo, SC Absi Alfaro: Identifikasjon av sveisetransferansemodus gjennom lydtrykknivå i GMAW-prosessen. ( Memento av den opprinnelige fra den 13 juli 2014 i Internet Archive ) Omtale: The arkivet koblingen ble satt inn automatisk og har ennå ikke blitt sjekket. Kontroller originalen og arkivlenken i henhold til instruksjonene, og fjern deretter denne meldingen. I: Journal of Achievements in Materials and Manufacturing Engineering. Utgave 1, 2008, s. 57-62.
- Dr MG Drouet, D. Nadeau: Akustisk måling av lysbuespenningen som gjelder buesveising og lysbueovner. I: J. Phys. E: Sci. Instrum. Volum 3, 1982, s. 268.