
nagle



.JPG)
Den eller nagle (flertall nagler, i dagligtale i Tyskland og i Østerrike og Sveits også teknisk kjent som den klinke , flertall nagler ) er et plastisk deformerbart sylindrisk koblingselement . Produksjonen av en nitforbindelse mellom flate materialdeler som ligger oppå hverandre ved tilkoblingspunktet (f.eks. Metallplater , plastdeler, lær eller robuste bomullsstoffer ) er kjent som nagling .
Ved å danne et andre naglehode under niting, kan naglen ikke gå tapt, eller forbindelsen mellom de to eller flere komponentene kan ikke frigjøres. Etter varm nitning forsvinner ethvert langsgående spill mellom naglen og de flate delene på grunn av krympingen av kjøleklinken. På den annen side løsnes den utilstrekkelige tverrgående deformasjonen i naggehullet forårsaket av kompresjon.
Nitter er hovedsakelig laget av metaller og legeringer , men også plast . De tilhører de enkle maskinelementene som har standardisert nesten alle egenskapene .
etymologi
Ordet nagle kommer fra det gammelt høytyske ordet hniutan "fest". På mellomhøyttysk bør naglen også stå for en spiker som har blitt hamret bredt .
Ordet er vanlig i flere former og slekter :
- fagspråk : naglen, pl. naglen; I 1914 anså FM Feldhaus likevel formen på naglen som riktig.
- Generelt språk , østerriksk , sveitsisk høytysk og ofte også sørtysk: naglen, naglen .
Begge former blandes stadig mer. Du kan finne DIN-standarder på "nagler", også ÖNORMer på flertall "nagler".
Generell


I komponentene som skal kobles til, må det lages hull som har litt større diameter enn naglen. Niten skyves gjennom disse komponentene slik at den stikker utover dem. Den utstikkende enden av naglen blir deretter maskinert med en hammer for å danne et hode (det såkalte lukkende hodet ) som kobler komponentene sikkert. Den delen av naglen overfor lukehodet kalles innstillingshodet, og delen i mellom kalles nagleskaftet .
Fordelen med nagler over skruer er at ingen av komponentene må tres . En ulempe er at forbindelsen ikke kan frigjøres uten å bli ødelagt. Denne ulempen er imidlertid den viktigste fordelen med denne sammenføyningsteknikken i noen områder - nettopp der permanente forbindelser er viktige. Dette inkluderer flykonstruksjon, der nittede forbindelser representerer det grunnleggende grunnlaget for strukturelle komponenter. I motsetning til skrueforbindelser, som må kontrolleres ved komplekse målinger (dreiemoment, etc.), kan en formtilpasset nagelforbindelse gjenkjennes optisk og uten måleinnsats på det formede lukehodet.
Fester gir over sveisede skjøter fordelen at ingen strukturelle modifikasjoner og ingen vridninger oppstår på grunn av varme. Ikke-sveisbare og forskjellige materialer kan også kobles til hverandre.
Avhengig av den tiltenkte bruken blir forskjellige hodeformer behandlet, for eksempel halvrunde, nedsenkede, flate runde og flate nedsenkede hoder. Nittehodet hviler på den ene siden av arbeidsemnene som skal kobles til. Akselen skyves gjennom det forborede eller forhåndsstansede hullet og deformeres i bredden av trykk slik at arbeidsemnene er godt koblet til hverandre. Trykket kan plutselig blåse eller kontinuerlig z. B. påføres med en hydraulisk presse . Nitter med en diameter på mer enn 8 mm bankes varme, det vil si oppvarmes til gule glør i en smie , hamres inn og hodet formes. Når den avkjøles, trekker naglen seg sammen og klemmer arbeidsemnene som skal skjøtes. Det skilles derfor mellom kalde og varme nagelforbindelser .
betydning
Den klassiske fullnitteforbindelsen erstattes nå ofte av den sveisede forbindelsen i tekniske applikasjoner . Netting brukes bare der sveising ikke er egnet, for eksempel i lette konstruksjoner eller ikke-sveisbare materialer, så vel som når du reparerer gamle nagletilkoblinger.
Årsaker til dette kan være:
- Komponenter som skal nites må plasseres oppå hverandre og bores gjennom sammen, ellers vil naglen ikke passe gjennom på grunn av produksjonstoleranser . Hvis det er nødvendig, må hullet skal bearbeides med en fres eller reamer . Denne prosessen er mer arbeidskrevende og dyrere enn automatiserte limings- eller sveiseprosesser. Også skruer er billigere å behandle enn tradisjonelle nagler. Men dette betyr ikke gjelde for nagler .
- Hver nagletilkobling må kontrolleres individuelt.
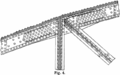
- Strømmen av kraft blir avledet av en naglet forbindelse, og skaper et ekstra bøyemoment i komponenten. Bugsveisfuger har ikke denne ulempen. Det ekstra bøyemomentet kan bare kompenseres av mer komplekse flerlagsforbindelser (tilstøtende figur).

- Sammenlignet med lineære sammenhenger, et høyt nivå av spenning oppstår i tynne metallplater i området av naglehullet .
- Materialdelene som skal kobles til svekkes av hull.
- Avhengig av materialene som brukes, er nagelforbindelser følsomme for korrosjon . A Fjern komponentene som skal settes sammen eller naggehodene, kan føre til at forbindelsen løsnes.
- Med jeans og lærartikler brukes nagler kun til dekorasjon uten noen egentlig holding eller annen funksjon (f.eks. Skosnøreveiledning). Det samme gjelder knivkonstruksjon, for eksempel Laguiole- kniven, der små, funksjonsløse nagler rundt en sentral nagle sammen danner et kryssformet ornament.
Fremgangsmåte
Konvensjonelle nitningsmetoder er:
- Solide nagler
- Hul nagler
- Blinde nagler
- Selvhullende nagler
Solid nagle

Sannsynligvis er den eldste tilkoblingsteknologien nagling med solide nagler . Opprinnelsen til nagling med solide nagler kan spores tilbake til bronsealderen . Likevel har denne tilkoblingsmetoden viktige funksjoner som gjør den uerstattelig også i dag for sikkerhetskritiske tilkoblinger. I tillegg til stålkonstruksjoner for bygninger, inkluderer dette primært flykonstruksjon. Selv nye fly produseres fremdeles i dag av naglende metallstrukturer med solide nagler.
Den viktigste årsaken til bruk av solide nagler er den enkle produksjonen av nagletilkoblinger og det faktum at kvaliteten på forbindelsen kan kontrolleres ved å se på den uten verktøy. Dette er trolig den viktigste grunnen til at faste nagler brukes i sikkerhetskritiske applikasjoner som utsettes for høye kontinuerlige vibrasjonsbelastninger . Tilkoblingens opprinnelige sikre passform skal kontrolleres rent visuelt av innstillingshodets form. Dette gjelder ikke korrosjonsskader over levetiden.
Dette gjør det enkelt å sjekke kvaliteten på forbindelsen på fly der strukturen er sikret av tusenvis av nittede forbindelser. Videre er motstanden til en full nitforbindelse mot kontinuerlige vibrasjonsbelastninger bedre enn alle andre sammenføyningsmetoder. For eksempel er flyet ( DO24 ATT ) bygget av Dornier fra 1937 fortsatt i flukt i dag.
I henhold til hodets form kalles disse naglene også halvrunde nagler og senkede nagler.
Semi-rørformet nagle
Den semi-rørformede naglen tilsvarer den faste naglen, men har en åpen ende på den ene siden som er spredt eller flenset av en dorn i stedet for å bli formet til et hode.
Hul nagle

En hul nagle er en hylse som ofte allerede har en krage dannet på den ene siden eller et lukket hode.
Åpne ender utvides når naglen presses sammen med spesialformede naglesettere eller tilsvarende tang og rulles utover mot materialet som skal kobles til.
Hule nagler er mindre elastiske og brukes også til dekorative formål (f.eks. På belter ) eller for å forsterke hull i papir og papp.
Noen hule nagler er lukket på den ene siden og utstyrt med en naglehette på motsatt side slik at ingen åpning kan sees etter opprør.
Låsering nitte (låsering bolt)
Etter å ha satt inn underlegemet og presset komponentene som skal kobles sammen, dannes en ring rundt den utstikkende rillede enden av nagelbolten. Dette gjør det mulig å øke forbindelsesstyrken, siden naglen i seg selv ikke er deformert og derfor kan bestå av herdet materiale.
Blind nagle


En blind nagel kalles også en pull-pin nagle eller pop nagle (r) . Det er en spesiell form for hul nagle som bare krever tilgang til den ene siden av komponentene som skal kobles til, og festes med spesielle blindtang . I tillegg til den egentlige, hule naglekroppen med et hode foran, består blindnitten av en lengre, innsatt dorn med et hode på utsiden av nitteenden, som er forsynt med et forutbestemt bruddpunkt.
Ved blindnitting finner sammenføyningsprosessen sted fra bare den ene (vanligvis den ytre) siden av komponenten. Blindniten settes inn fra motsatt side gjennom hullet, komponentene som skal kobles sammen presses sammen med trykk på hodet, så trekkes doren som stikker ut fra hodet ut på arbeidssiden med en blind nittetang festet til hodet . Dette fører til en kompresjon og dermed til en utvidelse av naglen i og bak hullet. I den første fasen forkorter forstyrrelsen den hule naglekroppen. Dette øker diameteren. På slutten av den første fasen fylles hullet helt av naglen. Først når blindnitten ikke kan utvides ytterligere i diameter, dannes en merkbar utvidelse bak hullet. På slutten av prosessen rives doren av ved det forutbestemte bruddpunktet inne i naglekroppen, og den gjenværende resten stikker ikke ut fra naglen; den avrivne delen av doren er da i tang og kastes. Når det gjelder blindnitter for spesielle bruksområder (fly osv.), Er dornrester som er igjen i naglen festet med en ring som er presset inn under behandlingen. Dette betyr at ingen deler kan løsne seg og den høyere skjærstyrken til dornmaterialet kan brukes til det fulle.

Vanlige diametre for blindnagler er 2,4 mm, 3,2 mm, 4 mm og 4,8 mm.
I folkemunne er blindniten også kjent som en POP-nagle , som kommer fra POP-merket til den første produsenten Emhart Teknologies . POP-naglen ble introdusert i Tyskland av Gebr. Titgemeyer GmbH & Co. KG fra Osnabrück på 1950-tallet. KVT-Koenig AG lanserte POP-blindnagler i Sveits.
Spesielle skjemaer:
- Hammerblåsende nitte. Her blir ikke doren revet av, men helt innkjørt for å spre naglen. Doren forblir i naglen og lukker åpningen. Slike nagler er også laget av plast.
- Koppnitte (tetting blindnitte). Den fortykkede enden av doren er ikke synlig her, da den er helt omgitt av nagelkroppen (som en kopp).
- Eksplosiv nagle . Ekspansjonen foregår her med en liten eksplosjonsladning.
- Trekknitte. I denne varianten har doren ikke noe forutbestemt bruddpunkt og trekkes helt gjennom naglen. Hvis doren har et sekskantet hode og en tråd er preget i den ytre overflaten av naglen, kan naglen deretter demonteres ved hjelp av en sekskantnøkkel. Denne versjonen er tilgjengelig med nominelle diametre på 3–4 mm


- Uttrekkbar nagel FSR. For applikasjoner i trange rom tillater den nedsenkede naglen innstilling på begge sider. Mikroformatniten er derfor den ideelle løsningen for elektronikkindustrien. Den gjennomtrekkbare doren sørger for at det hverken er løse gjenværende dornhoder eller et blindhodet hodeoverheng etter innstilling.
- Trinnblind nagle (trinnnit). Den hule naglekroppen består av et tynnere område som fungerer som en blind nagel. Mellom dette og hodet er det et område med større diameter som ikke komprimerer eller utvides. Trappete blindnitter brukes når en av komponentene som skal kobles til, ikke er veldig hard, hul eller overflaten er følsom for trykk.
- Blinde nagelskruer og muttere er egnet for å utstyre komponenter med tynne vegger med gjenger.
- Blinde nagelmuttere er hylser som har en innvendig gjeng i den ene enden og en krage i motsatt ende. Skaftet har en mindre veggtykkelse mellom tråden og kragen. I stedet for doren skrus det inn en skrue eller en gjengebolte som et innstillingsverktøy, som når den strammes buler den tynnveggede skaftet utover, som et resultat av at blindmutteren er avstivet med bærermaterialet.
- Med blindnittebolter erstattes doren til den vanlige blindnitten med en permanent tilkoblet gjengebolt. For å stille inn naglen strammes gjengebolten til naglen strammes.
- En piggnitte er en blindnitte hvis dorn (formet pigg) har et spesielt formet hode. Dette vender enden av den rørformede naglen utover og forblir på toppen som en hette når akselen har skilt seg fra hodet under trekkprosessen ved det forutbestemte brytpunktet og blir trukket ut.
Selvstikkende nagle
Målet med selvhullende nagling er den indirekte, ikke-avtakbare forbindelsen av metalldeler uten forhåndsstansingen som kreves for vanlig fullnagling eller blindniting. For dette formål brukes et nagelement (hjelpeforbindelsesdel), som også fungerer som en stans. Avhengig av nitteelementet som er brukt, er to selvborende nageprosesser viktige: selvborende nagling med solide nagler eller selvborende nagling med semi-rørede nagler . Begge metodene har det til felles at de krever tilgang til begge sider av komponentene, og at tilkoblingen skjer i en trinns innstillingsprosess.
Med full nagle
Ved stansing med faste nagler opprettes forbindelsen i en kontinuerlig stans- og formingsprosess der naglen ikke selv dannes. Platedelene som skal kobles til plasseres på dysen . Den øvre delen av innstillingsverktøyet beveger seg ned på metalldelene som skal skjøtes. Samtidig mates og plasseres det konkave nagelementet automatisk. Platedelene er strammet av innstillingsenheten. Nå presser den faktiske nagestansen nagelementet gjennom delene som skal sammenføyes, et sirkulært stykke ( utstanset snegle ) blir stanset ut av begge arkene . Behandlingsinnretningen for stansing av faste nagler er utformet på en slik måte at den etter å ha stanset delene som skal sammenføyes, presser stansen ned en nøyaktig definert bane (kraft eller banestyrt) mot motstanden til delene som skal sammenføyes. . Metallarkene presses på matrisen med den kraften som kreves for fremstillingstrinnene beskrevet nedenfor. På grunn av den ringformede hevede strukturen til stansen og formen, blir forbindelsesmaterialet plastisk deformert. Forbindelsesmaterialet på stansen og matrisen strømmer ut i rommet som frigjøres av nagleelementets konkave form. Dette fullfører sammenføyningen. Ved slagnagling med solide nagler er en viktig forutsetning for en fast forbindelse med forskjellige belastningsretninger den kontrollerte, komplette fyllingen av det frie rommet som er gitt av nagelelementets geometri; dette er den eneste måten å oppnå en ikke-positiv og positiv forbindelse på.
En høy strekkfasthet oppnås. En nesten flush finish på begge sider er mulig. Ark kan være av forskjellige tykkelser og laget av forskjellige materialer. Den totale arktykkelsen er vanligvis 1,8–7 mm. Nitter laget av rustfritt stål eller aluminium er vanlige.
Med semi-rørformet nagle
Selv med selvgjennomtrengende nagling med semi-rørformede nagler, fungerer nitteelementet som en engangs skjæremaskin. Imidlertid blir den også transformert i prosessen. Metalldelene som skal kobles til plasseres på dysen. Skjøten festes ved å sette innstillingsenheten på under forskuddet . Med det videre fremrykket blir nitteelementet deretter matet til skjøten. I den påfølgende sammenføyningsprosessen slår stanse-nittelementet, i motsetning til stansnivning med faste nagler, bare gjennom den øvre metallplaten og former plastisk den nedre platedelen til et lukkende hode. Formen til lukkehodet bestemmes i hovedsak av konturen til formgraveringen. Returslaget finner sted etter at en angitt maksimal kraft (kraftstyrt) eller en spesifisert bane (banestyrt) er nådd. Nitteelementet mottar sitt lukkende hode i den plastisk deformerte nedre platedelen via en krageformasjon. Den stansede sneglen som er stanset ut av den øvre delen av metallplaten, fyller det hule nagleskaftet og er lukket i det. Å oppnå en stor utvidelse av nagleskaftet er en viktig geometrisk parameter. Det har en betydelig innflytelse på de overførbare skjærkraftene og hodetrekkekreftene. Ved å forstyrre slagnaggen, en høy styrke og gapfri, dvs. H. tett formtilpasning av delene som skal sammenføyes. I tillegg er stanse naglen avstivet aksialt og radielt slik at en krafttilpasning innføres i forbindelsen.
Arktykkelsen er vanligvis 0,75–2 mm.
Spesiell prosedyre
En spesiell form for punchnagling er hydraulisk punchnagling , der et høytrykksvæske fungerer som erstatning for en punch .
Det er også nagler som kan stanses ut av metallplater, formes hevet og med flere skarpe punkter i klær eller hundehalsbånd, tekstil eller lær, skilles det mellom pyramide, spiss, morder, sabel og heksenitar; de siste er spesielt populære i punk-scenen på skinnjakker. Den ofte skrånende koniske spisskurven når den trenger inn i materialet eller står på den skrå overflaten til et motverktøy, de deretter bøyde spissene holder nitten - faktisk ved å klemme, kalles applikasjonen nagle fordi det gir utseendet til et naglehode.
eksamen
Ferdige nitforbindelser må ikke " sprette " når de blir truffet med en testhammer , de må koble komponentene uten spill . Hoppende nagler må ikke slås opp, men må byttes helt ut. Hvis mer enn 5% av alle nagler til en komponent viser seg å være behov for fornyelse, må alle nagler byttes ut.
Lasttyper

Overlapp og klaffnagler

enkelkutt, dobbelkutt eller i-kutt tilkobling

Belastninger og deformasjoner

Valg av nagelavstand



Verktøy
For å lukke naglene er det også et spesialverktøy, kalt angriperen , som med verktøy som "nageltang" brukes nagleverktøy eller pneumatisk drevet "Niethammer" og "ambolt".
Konstruksjoner
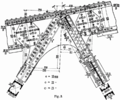
Kryss
Kryss

Støttepunkt

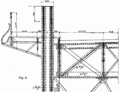
Truss kompresjonsstang

Truss kompresjonsstang
Brobygging

Nitte støtte

Eksempel kryss

Müngstener Brücke : noen av de 950 000 naglene







{kind=link}
Normer og standarder
- DIN 101 nagler; Tekniske leveringsbetingelser
- ÖNORM M 5300: 2001 12 01 Nitter - Tekniske leveringsbetingelser
- Produktspesifikasjoner:
- DIN 124 halvrunde nagler; Nominell diameter 10 til 36 mm ; DIN 660 halvrunde nagler; Nominell diameter 1 til 8 mm
- DIN 302 senkede nagler; Nominell diameter 10 til 36 mm ; DIN 661 senkede nagler; Nominell diameter 1 til 8 mm
- DIN 662 linse nagler; Nominell diameter 1,6 til 6 mm
- DIN 674 fagverksnitter; Nominell diameter 1,4 til 6 mm
- DIN 675 flate nagler (beltenitter); Nominell diameter 3 til 5 mm
- DIN 6791 halvrørede nagler med knapphode; Nominell diameter 1,6 til 10 mm ; DIN 6792 semi-rørede nagler med nedsenket hode; Nominell diameter 1,6 til 10 mm
- DIN 7331 hule nagler, todelt ; DIN 7339 hule nagler i ett stykke, tegnet fra tape
- DIN 7340 rørnitter laget av rør
- DIN 7341 hode pinner
Se også
litteratur
- Burkhard Straßmann: Rist opp, ferdig. I: Die Zeit nr. 10 av 2. mars 2006
weblenker
- QuickRiveting demonstrasjon
- Nitte for ensidig tilgang til tilkoblingspunktet
- Nitte for bilateral tilgang til tilkoblingspunktet
Individuelle bevis
- F FM Feldhaus: teknologien fra forhistorisk tid, historisk tid og primitive folk. En håndbok for arkeologer og historikere, museer og samlere, kunsthandlere og antikvarier. Engelmann, Leipzig og Berlin 1914. Keyword rivet
- ↑ Klipp det
- ↑ for eksempel: DIN EN 2544: 1989-09 luftfart; Representasjon av nagler i tegninger av romfartsutstyr: Tysk versjon EN 2544: 1987 ( Beuth-Verlag )
- ↑ f.eks ÖNORM EN 2941: 2008 08 01 Aerospace - Nikkel lettmetall nagler - Tekniske leveringsbetingelser ( ASTANDIS , https)
- ↑ se også DIN 123, DIN 124, DIN 302, DIN 660, DIN 661, DIN 662, DIN 674, DIN 675, DIN 7338-A, DIN 7338-B og ISO 1051 samt Konstruktionsatlas.de , redaktør Uwe Koerbitz
- ↑ se også DIN 6792 og DIN 7338 samt Konstruktionsatlas.de , redaktør Uwe Koerbitz
- ↑ se også DIN 7339, DIN 7338-C og DIN 7340 samt Konstruktionsatlas.de , redaktør Uwe Koerbitz
- ↑ a b c d se Konstruktionsatlas.de , redaktør Uwe Koerbitz
- ↑ se Konstruktionsatlas.de , redaktør Uwe Koerbitz
- ↑ Illustrasjon av innstillingsprosessen på nettstedet Böllhoff